Электрод для нержавеющей стали Gribinox 2553, дуплексный
AWS 5.4 : E2553-15
№ 446. Для сварки стойких к коррозии и износу деталей оборудования для добычи нефти и газа. Электрод Grinox 2553 представляет собой электрод с покрытием основного типа, предназначенный для работы со сплавами аналогичного состава, имеющими форму отливок. Добавление меди улучшает коррозионную стойкость в сернокислых средах, а также повышает прочность и износостойкость. Электрод обеспечивает необходимую прочность и коррозионную стойкость в состоянии после обработки раствором, но также может использоваться в состоянии после сварки. Электрод имеет низкий уровень азота и никеля в целях получения сбалансированной дуплексной структуры для сведения к минимуму риска растрескивания сварных швов, особенно в случае наплавки металла, от которого требуется высокая стойкость к ударным нагрузкам. Электрод сваривает во всех положениях и обеспечивает легкое удаление шлака.
Классификация
- AWS / SFA 5.4 : E2553-15
Химический анализ наплавленного металла, %
| C | Cr | Ni | Mn | Si | S | P | Mo | Cu |
N |
|
0.025 -0.06 |
24.0-27.0 | 6.5-8.0 | 0.5-1.5 | 1 max | 0.03 max | 0.04 max | 2.9-3.9 | 1.5-2.5 |
0.10- 0.25 |
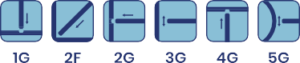
Сварочные положения
Механические свойства наплавленного металла
|
Предел прочности при растяжении UTS (MPa) |
Удлинение EL (%) (L=4D) |
Испытание на ударный изгиб по Шарпи |
|
|
690-800 |
20-35 | Температура | Дж |
| 20°C |
45-80 |
||
Стандартное применение
Сварка деталей насосов и клапанов, стойких к коррозии/износу деталей и технологического оборудования, используемого при добыче нефти и газа на шельфовых месторождениях, в целлюлозно-бумажной и текстильной промышленности, а также на химических и нефтехимических предприятиях. Данный электрод может использоваться для сварки дуплексной литой стали CD4MCu.
Сваривает материалы
• Сварка сталей ASTM A351, A744 (литая) — CD4MCu, UNS J93370.
• Сварка стали ASTM A240 (деформируемая) — UNS S32550
• Сварка сталей BS 3146- ANC 21, BS 3100 332C13
• Сварка сталей DIN 1.4515, 1.4517
Микроструктура
В состоянии после термообработки наплавленный металл имеет дуплексную структуру, содержащую примерно 30-60% феррита в зависимости от степени разбавления.
Параметры упаковки
| Диаметр(мм) | Длина (мм) | Сварочный ток AC / DC (+) | Упаковка / Пакет (кг) |
Упаковка / Короб (кг) |
|
2.5 |
350 | 60 — 90 | 2 x 5 = 10 |
94 x 5 = 470 |
|
3.15 / 3.20 |
350 | 70 — 120 | 2 x 5 = 10 |
60 x 5 = 300 |
|
4 |
350 | 100 — 155 | 2 x 5 = 10 |
38 x 5 = 190 |
|
5 |
350 | 130 — 210 | 2 x 5 = 10 |
24 x 5 = 120 |