Электрод для нержавеющей стали Gribinox 2209, дуплексный
AWS 5.4 : E2209-15
№ 445. Для сварки дуплексных нержавеющих сталей аналогичного состава. Электрод с покрытием основного типа, который наплавляет металл из аустенитно-ферритной дуплексной нержавеющей стали, состоящей из 23% Cr /9% Ni /3% Mo/ 0,15% N, с содержанием феррита около 45. Электрод предназначен для сварки дуплексных нержавеющих сталей аналогичного состава, которые обеспечивают превосходное сочетание высокой прочности и чрезвычайной стойкости к точечной коррозии под воздействием хлоридов и коррозионному растрескиванию под напряжением. Для поддержания благоприятного фазового баланса рекомендуется поддерживать уровень тепловыделения в диапазоне 0,5–2,5 кДж/мм. Электрод наплавляет сварные швы рентгенологического качества.
Классификация
- AWS / SFA 5.4 : E2209-15
- EN 1600-97 E2293NLB12
- DIN 8556-86 E2293LB26
Химический анализ наплавленного металла, %
| C | Mn | Si | Cr | Ni | N | Cu | Mo | S |
P |
|
0.04 max |
0.5 — 2.0 | 0.35 — 0.70 | 21.5 — 23.5 | 8.5 — 10.5 | 0.10 — 0.20 | 0.50 max | 2.50 — 3.50 | 0.025 max | 0.03 max |
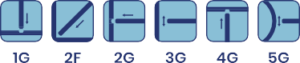
Сварочные положения
Механические свойства наплавленного металла
| Предел прочности при растяжении TS (MPa) | Удлинение EL (%) (L=4D) | Испытание на ударный изгиб по Шарпи CVN Impact Value | |
700 — 800 | 20 — 25 | Температура | Дж |
0°C | 50 — 80 | ||
Стандартное применение
• Сварка трубопроводов морских платформ, трубопроводов, по которым осуществляется транспортировка хлоридосодержащих продуктов или сернистого газа, а также технологических судов для хлорсодержащих сред.
• Сварка стали ASTM А 182 типа F 51
• Сварка стали USN S 31803
• Сварка стали DIN 1.4462
• Данный электрод может использоваться для проведения сварочных работ на предприятиях химической и нефтехимической промышленности.
Эквивалент стойкости к точечной коррозии
эквивалент стойкости к точечной коррозии – более 34
Микроструктура
В послесварочном состоянии имеет ферритное число около 30-50 (может меняться в зависимости от степени разбавления, уровня тепловыделения и т. п.)
Стандарт ASME IX
QW-432 F-№ 5, QW-442 A-№ 8
Температура прокаливания
300°C в течение макс. 2 часов по 5 циклов – всего 10 часов
Параметры упаковки
|
Диаметр(мм) |
Длина(мм) | Сварочный ток AC / DC (+) | Упаковка / Пакет (кг) |
Упаковка / Короб (кг) |
|
2.5 |
350 | 60 — 90 | 2 x 5 = 10 |
94 x 5 = 470 |
|
3.15 / 3.20 |
350 | 80 — 120 | 2 x 5 = 10 |
60 x 5 = 300 |
|
4 |
350 | 130 — 170 | 2 x 5 = 10 |
38 x 5 = 190 |
|
5 |
350 | 160 — 200 | 2 x 5 = 10 |
24 x 5 = 120 |