Электрод для нержавеющей стали Gribinox 25.9.4L, дуплексный
AWS 5.4 : E2594-15
№ 447. Для сварки стойких к коррозии и износу деталей оборудования для добычи нефти и газа. Электрод с покрытием основного типа с низким содержанием водорода, изготовленный из дуплексной проволоки из нержавеющей стали. Наплавленные сварные швы обладают радиографическим качеством. Электрод сваривает во всех положениях, кроме положения сверху вниз, что особенно хорошо подходит для соединения труб. Электрод Grinox 25.9.4L предназначен для работы со сплавами аналогичного состава. Электрод обеспечивает необходимую прочность и коррозионную стойкость в состоянии после обработки раствором, но также может использоваться в состоянии после сварки. Электрод имеет низкий уровень азота и никеля в целях получения сбалансированной дуплексной структуры для сведения к минимуму риска растрескивания сварных швов, особенно в случае наплавки металла, от которого требуется высокая стойкость к ударным нагрузкам.
Классификация
- AWS / SFA 5.4 : E2594-15
- EN 1600 : E2594 NLR
Химический анализ наплавленного металла, %
| C | Cr | Ni | Mn | Si | S | P | Mo | Cu |
N |
| 0.04 max | 24.0-27.0 | 8.0-10.5 | 0.5 -2.0 | 1.0 max | 0.03 max | 0.04 max | 3.5-4.5 | 0.75 max | 0.20-0.30 |
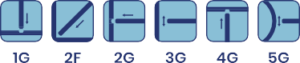
Сварочные положения
Механические свойства наплавленного металла
| Предел прочности при растяжении UTS (MPa) | Удлинение EL (%) (L=4D) |
Испытание на ударный изгиб по Шарпи |
|
|
760 min |
15 min | Температура | Дж |
|
20°C |
45-80 |
||
Стандартное применение
Сварка деталей насосов и клапанов, стойких к коррозии/износу деталей и технологического оборудования, используемого при добыче нефти и газа на шельфовых месторождениях, в целлюлозно-бумажной и текстильной промышленности, а также на химических и нефтехимических предприятиях.
Сваривает материалы
• Сварка сталей SAF 2507, ASTM S-32750, S-32760
• Сварка сталей ASTM A351, A744 (литая) — CD4MCu, UNS J93370.
• Сварка сталей ASTM A240 (деформируемая) — UNS S32550
• Сварка сталей BS 3146 — ANC 21, BS 3100 332C13
• Сварка сталей DIN 1.4515, 1.4517
• Сварка сталей EN 1.4410, NF 23CND 25-06AZ, SS2328
Микроструктура
В состоянии после термообработки наплавленный металл имеет дуплексную структуру, содержащую примерно 30-60% феррита в зависимости от степени разбавления.
Температура между проходами
макс. 100°C
Уровень тепловыделения
0,5–1,5 кДж/мм
Температура окалинообразования
примерно 850°C (на воздухе)
Температура коррозии
Очень хорошая стойкость к точечной коррозии и растрескиванию под напряжением в средах, содержащих хлориды. Стойкость к точечной коррозии в соответствии с ASTM G-48A выше при температурах выше 40°C
Параметры упаковки
| Диаметр(мм) | Длина (мм) | Сварочный ток AC / DC (+) | Упаковка / Пакет (кг) |
Упаковка / Короб (кг) |
|
2.5 |
350 | 60 – 90 | 2 x 5 = 10 |
94 x 5 = 470 |
|
3.15 / 3.20 |
350 | 70 – 120 | 2 x 5 = 10 | 60 x 5 = 300 |
|
4 |
350 | 100 — 155 | 2 x 5 = 10 |
38 x 5 = 190 |
|
5 |
350 | 130 — 180 | 2 x 5 = 10 |
24 x 5 = 120 |