Электрод для сварки нержавеющей стали Grinox 9L, аустенитый
AWS 5.4: E309-16
№ 387. Для сварки аустенитной нержавеющей стали 309, ферритно-мартенситных сталей 410 и 430. Экструдированный электрод с толстым рутиловым покрытием на основе рутила для всех положений, который наплавляет металл шва из аустенитной нержавеющей стали со сверхнизким содержанием углерода 23 Cr / 13 Ni. Высокое содержание легирующих элементов и уровень феррита позволяют металлу шва разбавление из слаболегированных и низколегированных сталей без горячего растрескивания или хрупкой структуры.
Классификация
- AWS / SFA 5.4 : E 309L-16
- BS 2926-84 23.12 LR
- IS : E 23.12 LR 26
- DIN 8556 E23.12 LR 23
Химический анализ наплавленного металла, %
|
C |
Mn | Si | S | P | Cr | Ni | Mo |
Cu |
|
0.040 max |
0.5 — 2.50 | 0.30 — 0.90 | 0.03 max | 0.03 max | 22.0 — 25.0 | 12.0 — 14.0 | 0.75 max |
0.75 max |
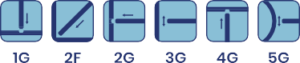
Сварочные положения
Механические свойства наплавленного металла
| Предел прочности при растяжении UTS (MPa) | Удлинение EL (%) (L=4D) |
Испытание на ударный изгиб по Шарпи |
|
|
520 min |
30 — 40 |
Температура |
Дж |
|
27°C |
60 — 80 |
||
| 0°C |
55 — 80 |
||
Стандартное применение
Соединение плакированных сталей и разнородных соединений из нержавеющей и мягкой или низколегированной сталью. Буферные слои на мягких и низколегированных сталях перед наплавкой электродом типа E 308L. Сварка аналогичных составов из аустенитной нержавеющей стали типа 309. Соединение ферритно-мартенситных нержавеющих сталей типа 410 и 430.
Процедура сварки
Перед сваркой основной металл следует очистить от масла, смазки или грязи. Сохраняйте короткую длину дуги. Сварной шов следует очистить проволочной щеткой из нержавеющей стали.
Режим прокалки
250°C в течение макс. 2 часов по 5 циклов – всего 10 часов.
Параметры упаковки
| Диаметр (мм) | Длина (мм) | Сварочный ток AC / DC (+) | Упаковка / Пакет (кг) |
Упаковка / Короб (кг) |
|
2.5 |
350 | 70 — 90 | 2 x 5 = 10 |
95 x 5 = 475 |
|
3.15 / 3.20 |
350 | 90 — 120 | 2 x 5 = 10 |
60 x 5 = 300 |
|
4 |
350 | 120 — 150 | 2 x 5 = 10 |
38 x 5 = 190 |
|
5 |
350 | 140 — 180 | 2 x 5 = 10 | 25 x 5 = 125 |