Электрод низколегированный Griduct 9-P2
AWS 5.5: E 9018G
№ 303. Для сварки стыковых швов труб горячими заполняющими и облицовочными проходами в вертикальном положении. Электрод основного типа с обмазкой из порошкового железа с низким содержанием водорода, предназначенный для сварки стыковых швов высокопрочных труб горячими заполняющими и облицовочными проходами в вертикальном положении. Наплавленный металл обладает прочностью, не имеет трещин и обладает радиографическим качеством. Низкое содержание водорода флюсового покрытия делает электрод наиболее подходящим для сварки чувствительных к трещинам высокопрочных труб.
Классификация
- AWS / SFA 5.5: E 9018G
Химический анализ наплавленного металла, %
|
C |
Mn | Si | S | P | Ni | Mo | Cr |
V |
|
0.09 max |
0.9 — 1.60 | 0.20 — 0.55 | 0.012 max | 0.015 max | 0.7 — 1.0 | 0.20 — 0.45 | 0.20 max |
0.05 max |
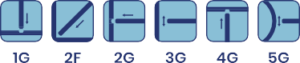
Сварочные положения
Механические свойства наплавленного металла
Предел прочности при растяжении TS (MPa) | Предел текучести PS (MPa) | Удлинение EL (%) (L=4D) | Испытание на ударный изгиб по Шарпи CVN Impact Value | |
| 625 — 740 | 550 — 660 | 18 — 26 | Температура | Дж |
| -60°C | 50 — 100 | |||
Стандартное применение
Процедура сварки
Используйте короткую дугу и прямую сварочную ванну. Повторно прокалите электроды при температуре 300°C в течение двух часов.
Температура прокаливания электродов
360°C / в течение 1-2 часов
Содержание диффузионного водорода в металле сварного шва
Макс. 5 мл / 100 грамм наплавленного металла.
Параметры упаковки и сварочный ток
| Диаметр (мм) |
Длина (мм) |
Сварочный ток AC (90 В) / DC (+) | Упаковка / Короб (кг) |
Упаковка / Короб (шт) |
|
2.5 |
350 | 60 — 90 | 5 x 4 = 20 |
160 x 4 = 640 |
|
3.15 / 3.20 |
450 | 90 — 130 | 5 x 4 = 20 |
110 x 4 = 440 |
|
4 |
450 | 140 — 190 | 5 x 4 = 20 |
70 x 4 = 280 |
|
5 |
450 | 190 — 250 | 5 x 4 = 20 | 45 x 4 = 180 |